
Sensori di posizione angolare per sistemi di assemblaggio
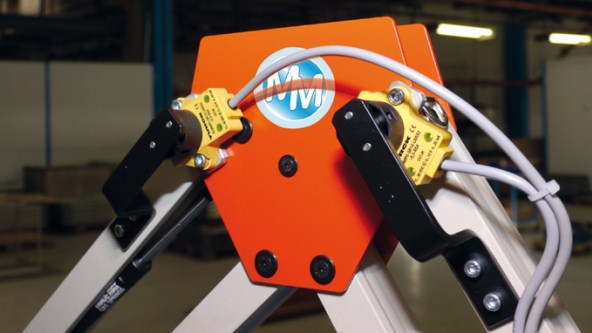
I sistemi di assemblaggio a bracci paralleli di Möve-Metall sono dotati dei sensori di posizione angolare RI di Turck per garantire che le viti siano inserite esattamente secondo le specifiche
Con i sistemi di assemblaggio e collaudo, l'azienda Möve-Metall GmbH, con sede a Mühlhausen, in Germania, fornisce alle aziende del settore automotive prodotti privi di difetti. Quando un processo di produzione richiede interventi manuali, le macchine e i dispositivi della Turingia tedesca garantiscono condizioni di assemblaggio precise. Ciò comprende anche l'avvitamento dei sedili delle auto grazie a vari dispositivi di assemblaggio a bracci paralleli, le cui posizioni vengono rilevate dai sensori a posizione angolare RI di Turck.





{kind=link}
{kind=link}
{kind=link}
Möve-Metall, azienda della Turingia (Germania), produce dispositivi di assemblaggio a bracci paralleli o altri cosiddetti bracci di reazione. Möve-Metall progetta e produce dispositivi di assemblaggio e collaudo destinati a fornitori di componenti per auto. L'azienda ha sviluppato un braccio parallelo con rilevamento della posizione utilizzato nei processi di assemblaggio. Il sistema consente la misurazione della posizione dei processi di avvitamento di viti e rivetti e previene in modo ripetibile l'assemblaggio errato dei componenti.
"Un dispositivo di avvitamento è fissato al braccio parallelo. L'operazione si basa sul principio del parallelogramma e garantisce il posizionamento preciso e coerente del dispositivo di avvitamento", afferma Michael Zimmermann, direttore tecnico dell'azienda. Il monitoraggio della posizione in corrispondenza dei tre giunti del braccio parallelo è assicurato dai sensori di posizione angolare induttivi di Turck. Questa configurazione offre l'ulteriore vantaggio di poter misurare le forze coinvolte nei processi di assemblaggio. In questo modo si elimina l'effetto delle coppie di reazione.
I parametri di ogni serie di viti sono memorizzati nel modulo di controllo. Per avvitare la prima vite, l'operatore guida il braccio nella posizione appropriata. Il modulo di controllo registra la posizione corretta e fornisce il consenso per l'alimentazione o l'aria compressa per il dispositivo di avvitamento (primo consenso). L'operatore avvita la vite finché il modulo di controllo non ha registrato il numero richiesto di rotazioni del dispositivo di avvitamento (secondo consenso) e la coppia richiesta è stata raggiunta (terzo consenso): in questo modo si garantisce che la vite sia posizionata correttamente. Solo dopo aver ricevuto questi tre consensi, il modulo di controllo consente l'avvitamento della vite successiva: se la sequenza è stata programmata in anticipo, è possibile installare solo la vite memorizzata nel modulo di controllo come seconda vite.
Sensori tolleranti
"Il monitoraggio della posizione è relativamente nuovo. Offre un ulteriore livello di sicurezza per il processo di assemblaggio ed è anche facile da implementare grazie al sensore di posizione angolare induttivo. Un grande vantaggio del sensore Turck è il funzionamento senza contatto, che non richiede alcun collegamento meccanico con l'elemento di posizionamento. La tolleranza di quattro millimetri per l'offset dell'elemento di posizionamento aiuta notevolmente nel processo di assemblaggio: in questo modo non è più necessario procedere con una precisione così alta né proteggere il sensore dal contatto, poiché piccoli urti non compromettono la misurazione", spiega Zimmermann.
Un altro vantaggio del sensore di posizione angolare RI è l'immunità ai campi magnetici e agli ambienti metallici. La maggior parte degli altri sensori sul mercato presenta una connessione meccanica tra l'encoder rotativo e il sensore oppure è molto sensibile agli ambienti magnetici prodotti da grandi motori o da apparecchiature per la saldatura.
Maggiori informazioni
- Automotive
- Modular Flexibility and Safety in Filter Production
- Cable with Integrated Current Monitoring Prevents Unwanted Shutdown of Conveying System
- Inductive Couplers Ensure Precise Material Feed
- Assembly Management with a Direct MES Connection
- Body Detection in Automobile Production
- Reliable Skid Detection in Automotive Production
- Error-free JIS Order Picking for Bumpers
- Laser Sensor Detects Shiny Sheet Metal Cylinders in Battery Production
- Level Measurement in Dip Coating Line
- Level Control in Central Lubrication System
- Quality Assurance on the Gluing Robot
- Tilt angle sensor accelerates platform alignment
- Motor Control with Condition Monitoring
- IP67 Hybrid Module Processes Safety Signals
- Decentralized monitoring of cooling stations
- Monitoring the cooling circuit on welding clamps
- Flow monitoring in drum washers
- Sheet Metal Thickness Measurement
- Condition Monitoring of Motors
- Cloud-based level monitoring
- Press Shop – Tool Identification
- Body Shop – Welding Nut Detection
- Paint Shop – Skid Identification
- Final Assembly – Robot Assembly
- Powertrain – Contactless Verification
- Area Guarding for Robotic Cells
- Item-level Detection with UHF RFID
- Supply of cooling lubricant in machine tools
- Controlling hydraulic pressure in pressing plants
- Measuring process pressure on scissor lifts
- Inspection of Tips on a Welder
- Manual Feeding in Weld Cell
- Detecting Black Parts on Black Door Panel
- Moonroof Clear Glass Detection
- Long-Range Inspection in Automotive Assembly
- Rubber Washer Detection on Engine Block
- Engine Block Part-In-Place Detection
- Electric Vehicle Detection in Charging Station
- Vehicle Detection in a Self-Serve Car Wash
- SUCCESS STORIES
- Modular Plant for Flexible and Efficient Production
- Laser Sensor Detects Black Bumpers in Assembly Cell
- Decentralized Safety Technology for Modular Production
- Modular Conveyor System
- RFID and I/O Modules for Safe Tool Changes
- RFID Guides AGV in Suspension Production
- IO-Link Wired Silencer Production
- Workpiece Carrier Identification in Rear Vent Production
- Weld Nut Sensing
- RFID Traceability
- RFID in Engine Production
- Bumper Production with Identification
- Solutions for Paint Shops
- Welding and Assembly Sensors
- Angle Sensors for Assembly Systems
- Tool Identification
- Pick-to-Light for Bumper Assembly
- RFID Identification of Injector Nozzles
- RFID in the Body Shop
- IO-Link Eases Differential Gear Production
- Ply Orientation Inspection
- Chemical
- excom I/O System Enables Safe Hydrogen Liquefaction
- Decentralized Automation in Ex Areas
- RFID Control of Tube Connections in the Ex Area
- Ethernet Signal Connection in the I&C Room
- Ethernet-based Automation of Modular Skids
- Ex Isolation in Modular Process Plants
- Detection of Pigs
- Remote Tank Level Monitoring with DX70
- Remote Signal I/O
- Easy Connection of Field Devices
- Signal Processing with System I/O in the Control Cabinet
- Signal Separation with Interface Technology in the Control Cabinet
- Identification of Hose Connections
- Efficient Monitoring of Cabinets in the Field
- Monitoring of Quarter Turn Actuators
- Planning and Assembly of System Solutions
- Success Stories
- Control Cabinet Monitor for Transmission of Condition Data
- I/O System Excom Creates Space in the I&C Rooms
- Zone 2 and 22 RFID
- Efficient Testing Control
- Intrinsically Safe Field Communication
- Process Control System Partnership
- Hazardous Area Remote I/O
- Dual Valve Position Feedback
- Flexibility with Fieldbus
- Asset Management with Remote I/O
- Correct Positioning with RFID in Carbide Production
- Fast conversion in restricted space
- Energy
- RFID System Identifies Solar Cell Carriers
- Decentralized I/O System for Hazardous Areas at H2 Refueling Stations
- Decentralized I/O Solution in Ex Zone for H2-Fueling Station
- I/O Module Facilitates Setup and Mobile Use of Fuel Cell Test Stand
- Wind Turbine Rotor Positioning
- IP67 I/O in Coal Production
- UHF RFID Identifies Switch Gear
- Remote I/O in Biogas Plant
- Food and Beverage
- RFID Tracking Reduces Food Waste in Ice Cream Production
- Dough Height Inspection for Accurate Measurement
- Dough Thickness Control in Rolling Machines
- Leading Edge Detection of Plastic Container
- Identification of Food Containers
- Container Check
- Date/Lot Code Verification
- Detection of Valve Position
- Detection of Pipe Elbows
- Identification of Chocolate Moulds
- Barcode Reading on Depalletizer Station
- Success Stories
- Cloud-based Maintenance for Steam Generators
- RFID Support Enables Track and Trace in Food Production
- Grist for the Mill
- Decentralized Control Modules in Coldstore
- Track and Trace in Meat Production with RFID
- Contact-free Encoder in Potato Production
- UHF RFID in Food Distribution Center
- RFID for Chocolate production
- Distributed I/O for Food Equipment
- Remote I/O for Distilleries
- RFID and Autoclaves
- Transparency in Chocolate Manufacturing
- IP67 Power Supplies for Conveyors
- Identification in Food Product Storage
- Detecting Refrigerated Breakfast Rolls on a Multi-Lane Conveyor
- Reliable Cap Orientation Verification in Aseptic Areas
- Clear and Tipped Bottle Detection on Depalletizer
- Clear Plastic Bottle Detection
- Frozen Food Packaging Label Inspection
- In-Line Bottle Accumulation on Single Filer
- Logistics
- Monitoring Cooling and Lubrication Circuits in CNC Machines
- Height Control and 3D Spatial Monitoring on Autonomous Forklift Trucks
- Decentralized Control of Conveyor Modules
- Tracking Big Bags with RFID
- Distance Detection in Container Cranes
- Access Control for Protected Areas
- Decentralized Muting of Electro-sensitive Protectice Equipment
- I/O Blocks Control Roller Conveyor Modules
- Container Check
- Fast Tag Detection at Warehouse Gates
- Item-level Detection with UHF RFID
- Preventive Maintenance on Conveyor Belts
- Detection of Transport Containers
- Level Detection in Vessels
- Identification of Cryovessels
- Identification of Mobile Containers with Handheld Devices
- Identification of Food Containers
- Tier 1 – Bumper Identification
- Condition Monitoring in Storage Rooms
- Collision Protection on Reach Stackers
- Success Stories
- Reliable AGV Control through Sensor-based Complete Solution
- Sustainable Tracking of RTIs thanks to RFID
- RFID Solution for Error-Proof Material Logistics
- RFID with HF Bus Mode Eases Seed Storage
- Pick-by-Light accelerates manual logistics by over 60 percent
- Pick-by-light Solution Facilitates Assembly Processes
- RFID Enables Unmanned Store at Major Building Site
- I/O and Safety Modules Increase Throughput in Intralogistics
- Shipment Tracking for Raw Materials
- RFID-Based Tracking Solution for Loading Error Minimization
- RFID-based Tracking of Inbound and Outbound Materials
- Decentralised UHF RFID Solution
- Contact-free Encoder in Potato Production
- Decentralized Control Modules in Coldstore
- Speed Control via Radar Sensor QT50
- IP67 Power Supplies for Conveyors
- Modular Conveyor System
- RFID Solution for Warehouse
- RFID Guides AGV in Suspension Production
- RFID Identifies Pharmaceuticals
- UHF RFID in Food Distribution Center
- Autonomous Parking Assistance for Trucks
- Mobile Equipment
- Animal and Object Detection on the Combine Harvester
- Loading Dock Occupancy Monitoring
- Monitoring Railcars Wheels Wirelessly
- Automatic Slope Compensation
- Distribution Lines for Field Sprayers
- Reach Stacker Status With Bright Lighting Indicators
- Angle Measurement on a Field Sprayer
- Material Flow Monitoring on a Combine Harvester
- Determining the Boom Angle Position
- Vehicle at Loading Dock
- Wireless Forklift Signaling
- Equipment Compartment Illumination on Fire Engines
- Two-Axis Tilt Measurement on a Combine Harvester
- STS Collision Avoidance
- Success Stories
- RFID Solution with Smart Forklifts in Autombile Production
- Safe Remote Maintenance of Irrigation and Drainage Pumps
- Access Control with RFID System
- Selective Asparagus Harvester
- Position Measurement with RFID and Encoder
- Speed Control via Radar Sensor QT50
- RFID Guides AGV in Suspension Production
- Block I/O Modules on Super Yacht
- Wear-free Encoder on Hopper Dredger
- I/O for Dust Suppression
- Cabinet Cooling
- Quick Disconnect Connectivity
- Automation Solutions for Extreme Cold
- Remote I/O for Cranes
- Rugged Heavy Metal Lifting
- Rollercoaster Positioning
- Mobile Machinery Solutions
- Exact Height Positioning
- Critical Angle Sensing
- Predictive Maintenance of Machine Parts at Port-Based Coal Conveying Facility
- Angle Sensor Detects Platform Lift
- Oil and Gas
- Packaging
- Identification of Printing Color Cartridges
- Reliable Operation of Machines
- Monitoring of Caps in Filling Lines
- Monitoring Changeover Processes
- Identification of Test Bottles
- Box Insert Detection
- Level Monitoring of Ground Coffee
- Carton Dimensioning
- Success Stories
- Clear Container Detection
- Correct Label Verification
- Detecting Different Size Packages on a Conveyor
- High-Speed 2D Barcode Inspection
- Multicolored Reflective Package Detection
- Plastic Roll Diameter Measurement
- Tube Positioning Using a Registration Mark
- Vertical Form Fill Seal Machine Solutions
- Pharma
- End-to-End Sample Tracking with RFID
- RFID Control of Tube Connections in the Ex Area
- Decentralized package verification for pharmaceutical products
- Automate Modular Skids
- High-Speed Tablet Counting With Fiber Amplifier
- Pharmaceutical Skids with Decentralized I/O Technology
- Ex Isolation in Modular Process Plants
- I.V. Bag Liquid Detection
- Monitoring of Quarter Turn Actuators
- Detection of Pipe Elbows
- Remote Signal I/O
- Liquid Level Monitoring In A Large Tank
- Planning and Construction of Super Skids
- Easy Connection of Field Devices
- Identification of Cryovessels
- Identification of Mobile Containers
- Identification of Mobile Containers with Handheld Devices
- Identification of Hose Connections for Precursors
- Identification of Hose Connections in Sterile Areas
- Identification of Hose Connections in Ex Zone 1
- Identification of Big Bags and Bioreactors
- Identification of Single-Use Applications
- Semiconductor
- Electronic Marking Verification
- Counting Integrated Circuits
- Inspection of Two Barcodes
- Compact Safety Control
- Safeguarding Small Access Points
- Semiconductor Process Tool Illumination
- Adhesive Detection on PCB Assembly
- Wafer Center Detection with DF-G2
- Great Detail Inspection for Mobile Electronic Devices
- Error Proofing for IC Chips loaded into Pocket Tape
- Presence and Orientation of IC Chips Seated in Nests
- Detection of Hard Disks
- LED Status Indication During Semiconductor Manufacturing
- Safeguarding Small Access Points
- Success Stories